 EN
EN
Acasă / Știri / Știri din industrie / Cum să protejați magneții NdFeB sinterizat pentru motoarele sincrone împotriva coroziunii?
Știri din industrie
Oct 24,2025
Cum să protejați magneții NdFeB sinterizat pentru motoarele sincrone împotriva coroziunii?
De ce magneții NdFeB sinterizați în motoarele sincrone sunt predispuși la coroziune?
Înainte de a explora metodele de protecție, este esențial să înțelegem cauzele fundamentale ale coroziunii în magneții NdFeB sinterizați (neodim-fier-bor) - cei mai puternici magneți permanenți disponibili, dar în mod inerent vulnerabili la degradare. Această vulnerabilitate este amplificată în motoarele sincrone (utilizate în vehicule electrice, unități industriale și sisteme de energie regenerabilă), care funcționează adesea în medii dure:
Slăbiciunea compoziției materialului:
Magneții NdFeB sinterizat conțin 25–35% neodim (Nd) și 60–70% fier (Fe) - ambele metale foarte reactive. Nd se oxidează rapid în aer pentru a forma oxizi liberi, porosi (Nd₂O₃), în timp ce Fe ruginește (Fe₂O₃/Fe₃O₄) în prezența umezelii. Structura sinterizată a magnetului (formată prin presare și încălzire a pulberii) creează, de asemenea, pori minuscule (0,1-1 μm) pe suprafața sa - acești pori captează umiditatea, oxigenul și contaminanții (de exemplu, ulei de motor, praf), accelerând coroziunea localizată (pitting).
Medii de funcționare a motoarelor sincrone:
Motoarele sincrone expun magneții declanșatorilor de coroziune care agravează degradarea:
Umiditate: Motoarele din vehiculele electrice (sub caroserie), pompele industriale (lângă apă) sau turbinele eoliene (în aer liber) absorb umiditatea sau vaporii de apă, care reacționează cu Nd și Fe.
Fluctuații de temperatură: Motoarele se încălzesc în timpul funcționării (80–150°C) și se răcesc atunci când sunt oprite - acest „ciclu termic” provoacă condens în interiorul motorului, depunând apă lichidă pe suprafețele magnetului.
Contaminanți chimici: Lubrifianții de motoare (cu aditivi de sulf sau clor), agenții de răcire (pe bază de glicol) sau fumurile industriale (în fabrici) acționează ca electroliți, accelerând coroziunea electrochimică (cauza principală a defectării magnetului).
Solicitare mecanică: vibrațiile rotorului la motoarele sincrone de mare viteză (de exemplu, motoarele de tracțiune EV) pot sparge acoperirile de protecție, expunând materialul magnetic gol la elementele corozive.
Lăsată neprotejată, coroziunea reduce densitatea fluxului magnetic al magnetului (cu 5–20% în decurs de 1–2 ani) și îi slăbește rezistența mecanică – ducând în cele din urmă la dezechilibrul rotorului, scăderea eficienței motorului sau dezintegrarea completă a magnetului.
 Click pentru a vizita produsele noastre: magneți NdFeB sinterizați în motoarele sincrone
Click pentru a vizita produsele noastre: magneți NdFeB sinterizați în motoarele sincrone
Ce tehnologii de acoperire a suprafețelor sunt cele mai eficiente pentru protecția împotriva coroziunii?
Acoperirile de suprafață sunt prima linie de apărare pentru magneți NdFeB sinterizați în motoarele sincrone —acţionează ca o barieră între magnet şi elementele corozive. Alegerea acoperirii depinde de temperatura de funcționare a motorului, expunerea la umiditate și constrângerile de cost. Mai jos sunt cele mai eficiente opțiuni:
Acoperire cu nichel-fosfor (Ni-P) fără electroși (cel mai comun pentru motoare)
Cum funcționează: un proces de depunere chimică care formează un strat uniform și dens de nichel-fosfor (5-20 μm grosime) pe suprafața magnetului. Acoperirea este amorfă (necristalină) când este depusă, iar tratamentul termic (200–400°C) o transformă într-o structură dură, rezistentă la uzură (HV 800–1000).
Rezistență la coroziune: Acoperirile Ni-P rezistă la 500-1000 de ore de testare cu pulverizare de sare neutră (NSS) (conform ASTM B117) fără rugină roșie - depășind cu mult minimul de 240 de ore pentru aplicațiile cu motor. Acoperirea etanșează porii de suprafață și previne pătrunderea electroliților.
Avantajele motorului sincron:
Tolerează temperaturi ridicate (până la 200°C) — compatibil cu majoritatea intervalelor de funcționare a motorului sincron (80–150°C).
Aderență excelentă la NdFeB sinterizat (chiar și pe forme neregulate de magnet, cum ar fi segmentele de arc pentru rotoare).
Rezistă uleiului de motor și lichidelor de răcire - fără reacție chimică cu lubrifianții obișnuiți.
Limitări: Susceptibil la crăpare în cazul ciclului termic extrem (de exemplu, motoare EV care se încălzesc rapid de la 25°C la 150°C). Pentru astfel de cazuri, se folosește un „acoperire Ni-P” (de exemplu, epoxid) pentru a spori flexibilitatea.
Acoperire cu rășină epoxidică (reficientă din punctul de vedere al costurilor pentru medii cu umiditate scăzută)
Cum funcționează: Un epoxidic lichid (polimer termorigid) este pulverizat sau scufundat pe magnet, apoi întărit la 80–120°C pentru a forma o peliculă subțire (10–30 μm). Aditivi precum particulele ceramice sau inhibitorii de coroziune (de exemplu, fosfatul de zinc) pot fi amestecați pentru a crește performanța.
Rezistență la coroziune: Acoperirile epoxidice standard rezistă la 200–400 de ore de testare NSS; epoxidic „de înaltă performanță” (cu inhibitori de coroziune) ajunge la 600 de ore. Acoperirea este impermeabilă la umezeală și uleiuri.
Avantajele motorului sincron:
Cost redus (1/3 din prețul Ni-P) - ideal pentru motoare industriale sensibile la buget (de exemplu, pompe mici).
Flexibil – rezistă la crăpare de la vibrații sau cicluri termice (esențial pentru motoarele de tracțiune EV).
Proprietăți izolatoare - previne scurtcircuitarea electrică între magneți și componentele rotorului.
Limitări: Rezistență la temperatură scăzută (max 120°C) — nu este potrivit pentru motoare sincrone de mare putere (de exemplu, generatoare de turbine eoliene care ating 150°C).
Acoperiri cu depunere fizică de vapori (PVD) (la temperatură înaltă, de înaltă performanță)
Cum funcționează: un proces pe bază de vid care evaporă metale (de exemplu, aluminiu, crom) sau ceramică (de exemplu, Al₂O₃, TiN) și le depune sub formă de peliculă subțire (1–5 μm) pe suprafața magnetului. Acoperirile PVD sunt dense, uniforme și se leagă puternic de magnet.
Rezistență la coroziune: Acoperirile PVD Al₂O₃ rezistă la 1000 de ore de testare NSS și rezistă la oxidare până la 500°C. Sunt impermeabile la acizi, alcaline și lichide de răcire a motorului.
Avantajele motorului sincron:
Toleranță extremă la temperatură - ideală pentru motoarele sincrone de mare putere (de exemplu, motoare de propulsie a aeronavelor, acționări industriale) care funcționează la 150-250°C.
Acoperire subțire (fără impact asupra dimensiunilor magnetului) - critică pentru ansamblurile de rotor de precizie în care dimensiunea magnetului afectează echilibrul.
Limitări: Cost ridicat (de 5 ori mai mare decât Ni-P) și limitat la producția în loturi mici - utilizat în principal în motoarele aerospațiale sau premium EV.
Acoperire din aliaj zinc-nichel (Zn-Ni) (rezistent la apă sărată)
Cum funcționează: un proces de galvanizare care formează un aliaj de zinc-nichel cu o grosime de 5–15 μm (10–15% nichel) pe suprafața magnetului. Aliajul formează un strat de oxid pasiv (ZnO·NiO) care se autovindecă zgârieturile minore.
Rezistență la coroziune: Rezistă 1000 de ore de testare NSS - excelent pentru motoarele expuse la apă sărată (de exemplu, motoare sincrone marine, turbine eoliene de coastă).
Avantajele motorului sincron:
Rezistență superioară la apă sărată - depășește Ni-P în mediile de coastă sau marine.
Ductilitate bună - rezistă la fisurarea de la vibrațiile rotorului.
Limitări: Rezistență la temperatură mai scăzută (max 150°C) și cost mai mare decât Ni-P pentru aplicații non-marine.
Cum să optimizați designul magnetului și ansamblul motorului pentru protecția împotriva coroziunii?
Acoperirile de suprafață în sine nu sunt suficiente – alegerile de proiectare pentru ansamblul magnetului și motorului joacă un rol critic în reducerea riscului de coroziune. Aceste optimizări completează acoperirile și extind durata de viață a magnetului:
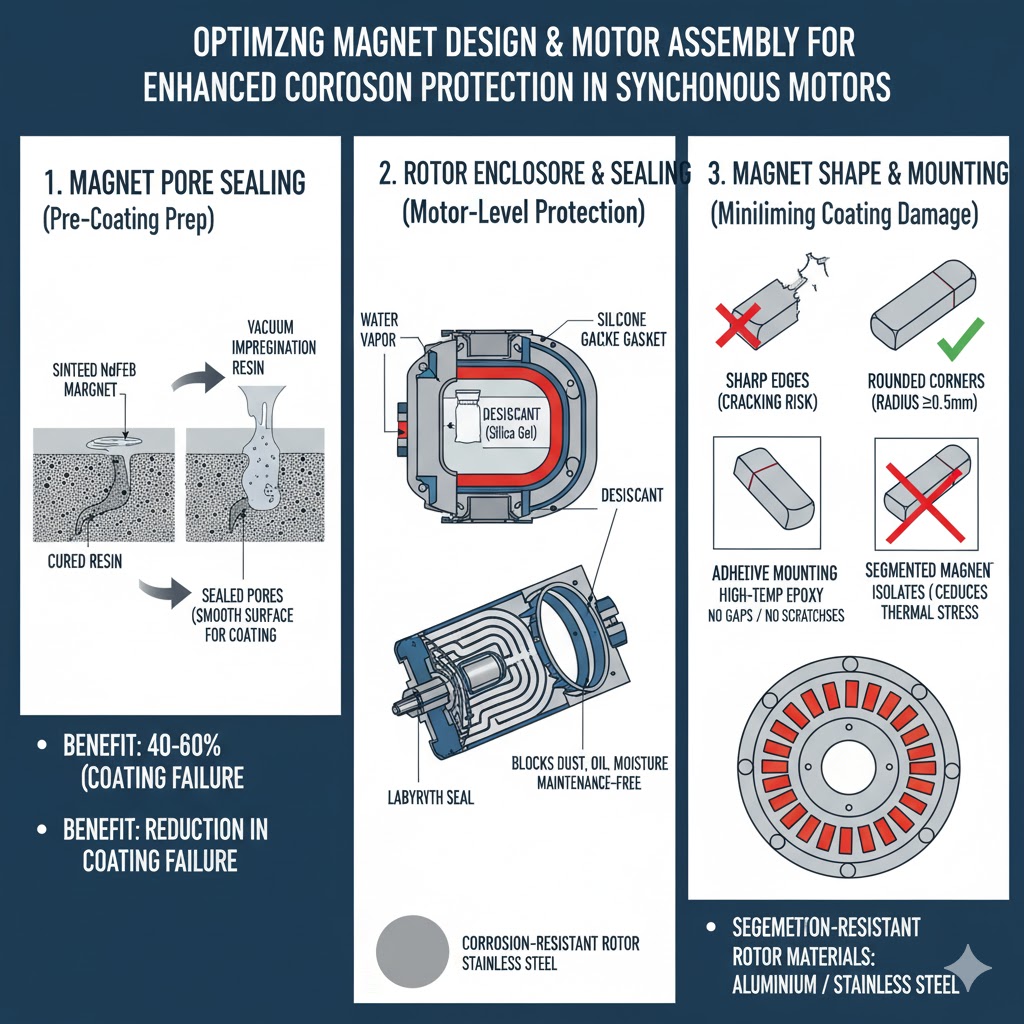
Sigilarea porilor cu magnet (pregătire pre-acoperire)
Porii de suprafață ai NdFeB sinterizat captează umezeala și contaminanții, subminând eficiența acoperirii. Etanșarea porilor pre-acoperire este esențială:
Proces: După sinterizare, magneții sunt scufundați într-o rășină cu vâscozitate scăzută (de exemplu, acrilică sau silicon) care pătrunde în pori (prin impregnare în vid), apoi se întăresc pentru a le etanșa. Acest lucru creează o suprafață netedă, fără pori pentru aderența acoperirii.
Avantaj: porii etanșați reduc eșecul acoperirii cu 40-60% - acoperirile nu mai „pune” peste pori (care pot crăpa și pot lăsa umezeala să intre). Pentru magneții cu motor sincron, acest pas este obligatoriu pentru acoperirile Ni-P sau PVD.
Carcasa și etanșarea rotorului (protecție la nivel de motor)
Rotorul motorului (unde sunt montați magneții) ar trebui să fie închis pentru a preveni umiditatea și contaminanții să ajungă la magneți:
Etanșare ermetică: Pentru motoare în medii umede (de exemplu, EV-uri, aplicații marine), utilizați o carcasă de rotor etanșată ermetic cu garnituri de cauciuc (de exemplu, nitril sau silicon) pentru a bloca vaporii de apă. Adăugați un desicant (de exemplu, silicagel) în interiorul carcasei pentru a absorbi umiditatea reziduală.
Garnituri labirint: pentru motoarele sincrone de mare viteză (de exemplu, turbinele eoliene), utilizați garnituri labirint (aripioare metalice interblocate) pe arborele rotorului - acestea creează o cale întortocheată care împiedică pătrunderea prafului, uleiului și umezelii în zona magnetului. Garniturile labirint nu necesită întreținere și sunt compatibile cu temperaturi ridicate.
Materiale pentru rotor rezistente la coroziune: Folosiți aluminiu sau oțel inoxidabil (304/316) pentru miezul rotorului - aceste materiale nu ruginesc și previn coroziunea galvanică (când metale diferite, cum ar fi fierul și cuprul, reacţionează în prezenţa electroliților).
Forma și montarea magnetului (minimizarea daunelor acoperirii)
Modul în care magneții sunt formați și montați în rotor afectează integritatea acoperirii:
Margini și colțuri netede: Evitați marginile ascuțite (care sunt predispuse la fisurarea acoperirii) prin proiectarea magneților cu colțuri rotunjite (raza ≥0,5 mm). Marginile ascuțite se pot ciobi în timpul asamblarii, expunând materialul magnetic gol.
Montare cu adeziv (în loc de prindere mecanică): Folosiți adezivi epoxidici la temperatură înaltă (de exemplu, rășini epoxidice cu umplutură ceramică) pentru a lega magneții de rotor - clemele mecanice (de exemplu, suporturi metalice) pot zgâria acoperirile sau pot crea goluri unde se acumulează umezeală. Adezivii umple, de asemenea, golurile mici dintre magneți și rotor, reducând captarea umezelii.
Design cu magnet segmentat: pentru rotoarele mari, utilizați magneți mici, segmentați (în loc de un magnet mare) - dacă învelișul unui segment este deteriorat, coroziunea este limitată la acel segment (prevenind defecțiunea completă a rotorului). Segmentele reduc, de asemenea, stresul termic (mai puțină expansiune/contracție), reducând riscul de fisurare a stratului de acoperire.
Ce practici de întreținere și operaționale previn coroziunea?
Chiar și cu acoperiri și optimizări ale designului, întreținerea regulată și funcționarea corectă sunt esențiale pentru prelungirea duratei de viață a magnetului în motoarele sincrone. Aceste practici abordează uzura, deteriorarea acoperirii și expunerea la mediu:
Inspecție de rutină și reparații de acoperire
Inspecții vizuale: La fiecare 6-12 luni (sau după expunerea la condiții extreme, cum ar fi ploile abundente), inspectați interiorul motorului (prin porturile de inspecție) pentru semne de coroziune: rugină roșie/maro pe magneți, acoperiri cu barbotare sau exfoliere sau depuneri de oxid alb.
Testare non-distructivă (NDT): pentru motoarele critice (de exemplu, turbinele eoliene), utilizați testarea cu ultrasunete pentru a detecta coroziunea ascunsă sub acoperiri (de exemplu, găuri în interiorul porilor) sau testarea cu curenți turbionari pentru a verifica grosimea acoperirii.
Reparații la fața locului: Dacă se găsesc mici deteriorări ale stratului (de exemplu, o zgârietură), curățați zona cu alcool, aplicați o cantitate mică de rășină epoxidice (pentru motoarele cu temperatură joasă) sau vopsea de retușare Ni-P (pentru motoarele cu temperatură înaltă) și vindecați-o conform instrucțiunilor producătorului. Acest lucru previne răspândirea coroziunii localizate.
Controlul umidității și temperaturii
Dezumidificare: Pentru motoarele depozitate sau operate în medii cu umiditate ridicată (RH >60%), instalați un dezumidificator în camera motorului sau utilizați un rotor încălzit (un mic încălzitor în interiorul rotorului) pentru a menține interiorul uscat (RH <40%).
Evitați șocul termic: minimizați schimbările rapide de temperatură (de exemplu, pornirea unui motor rece la sarcină maximă) - șocul termic provoacă crăparea stratului de acoperire. În schimb, creșteți treptat viteza motorului (peste 5-10 minute) pentru a permite magnetului și stratului să se încălzească uniform.
Întreținerea lichidului de răcire: Pentru motoarele sincrone răcite cu lichid, verificați nivelul și calitatea lichidului de răcire la fiecare 3-6 luni. Înlocuiți lichidul de răcire care este contaminat cu apă (utilizați un refractometru pentru a măsura concentrația de glicol) sau care are un pH în afara intervalului 7-9 (lichidul de răcire acid/alcalin corodează acoperirile).
Managementul contaminanților
Controlul uleiului și prafului: Păstrați zona motorului curată - ștergeți imediat scurgerile de ulei (uleiul de motor conține sulf care degradează acoperirile Ni-P) și utilizați filtre de aer pentru a preveni acumularea de praf (praful prinde umezeala, coroziunea accelerată).
Evitați expunerea la substanțe chimice: Pentru motoarele industriale, asigurați-vă că motorul nu este expus la acizi, alcalii sau solvenți (de exemplu, substanțe chimice de curățare). Dacă apare expunerea, clătiți exteriorul motorului cu apă (dacă este sigur) și uscați-l bine.
Manipularea la sfârşitul vieţii
Când un motor este retras, îndepărtați și inspectați magneții - dacă acoperirile sunt intacte și coroziunea este minimă, magneții pot fi reutilizați în motoare de putere mică (de exemplu, pompe mici). Acest lucru reduce deșeurile și costurile de înlocuire. Pentru magneții corodați, aruncați-i în mod corespunzător (conform reglementărilor locale) pentru a evita contaminarea mediului (Nd este un metal cu pământuri rare care se poate scurge în sol/apă).
Care sunt cele mai bune practici pentru aplicații specifice cu motor sincron?
Nevoile de protecție împotriva coroziunii variază în funcție de aplicație - mai jos sunt recomandări personalizate pentru cele mai comune utilizări ale motorului sincron:
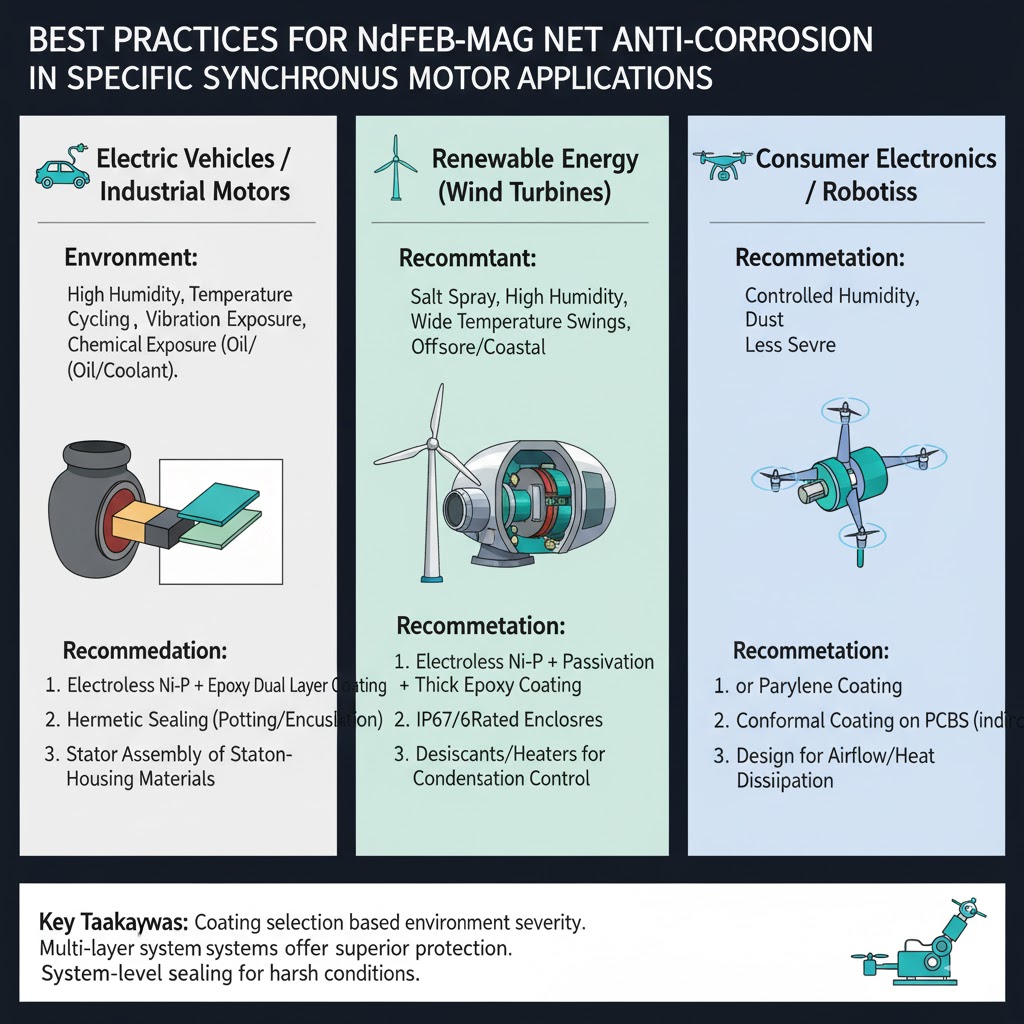
Motoare de tracțiune EV (vibrații ridicate, ciclism termic)
Acoperire: strat epoxidic Ni-P (Ni-P pentru rezistență la coroziune, epoxid pentru flexibilitate pentru a rezista la vibrații/ciclu termic).
Design: rotor etanșat ermetic cu garnituri din silicon, magneți segmentați lipiți cu epoxid de înaltă temperatură și un desicant în carcasa rotorului.
Întreținere: Verificați calitatea lichidului de răcire la fiecare 6 luni, evitați conducerea prin apă adâncă (pentru a preveni scurgerile din carcasă) și reparați deteriorarea stratului de acoperire după coliziuni.
Generatoare de turbine eoliene (în aer liber, expunere la apă sărată)
Acoperire: aliaj Zn-Ni (pentru turbinele de coastă) sau PVD Al₂O₃ (pentru turbinele interioare de temperatură înaltă).
Design: Garnituri labirint pe arborele rotorului, miezul rotorului din oțel inoxidabil și un scut de ploaie deasupra motorului pentru a preveni expunerea directă la apă.
Întreținere: Inspecții anuale NDT, curățați exteriorul motorului cu apă proaspătă la fiecare 3 luni (pentru a îndepărta depunerile de sare) și înlocuiți desicanții la fiecare 2 ani.
Motoare industriale pentru pompe (umedă, expunere chimică)
Acoperire: Rășină epoxidică cu inhibitori de coroziune (eficienți din punct de vedere al costurilor) sau Ni-P (pentru rezistență chimică).
Design: etanșare ermetică a rotorului, magneți montați cu adeziv și o carcasă a rotorului rezistentă la coroziune (aluminiu).
Întreținere: Verificați lunar dacă există scurgeri de lichid de răcire, înlocuiți garniturile uzate la fiecare 12 luni și evitați utilizarea substanțelor chimice dure de curățare în apropierea motorului.
În rezumat, protejarea magneților NdFeB sinterizați în motoarele sincrone necesită o abordare pe mai multe straturi: acoperiri eficiente de suprafață (potrivite cu aplicația), optimizări ale designului (etanșarea porilor, etanșarea rotorului) și întreținere regulată (inspecție, controlul umidității). Prin combinarea acestor strategii, producătorii și operatorii pot prelungi durata de viață a magnetului de la 5–8 ani la 15–20 de ani, reducând timpul de nefuncționare a motorului și costurile de înlocuire – esențiale pentru fiabilitatea vehiculelor electrice, sistemelor de energie regenerabilă și echipamentelor industriale..
Jinlun Magnet specializat în cercetare și dezvoltare, producția și vânzările de permanente de înaltă performanță din pământuri rare materiale magnetice.
Legături rapide
Informații de contact.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 Nr. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang Province, China
Nr. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang Province, China
Cod QR mobil
Drepturi de autor © Ningbo Jinlun Magnet Technology Co., Ltd. Toate drepturile rezervate.

TOP

